When it comes to enhancing aluminum parts for strength, corrosion resistance, and appearance, anodizing is one of the most widely used surface treatments in precision machining. Two of the most common types of anodizing—Type II and Type III—serve different functional and aesthetic roles.
If you're designing custom machined parts or sourcing aluminum components, understanding the differences between Type II and Type III anodizing is crucial to balancing performance, cost, and appearance.
What Are Type II and Type III Anodizing?
Type II Anodizing: Sulfuric Acid Anodizing
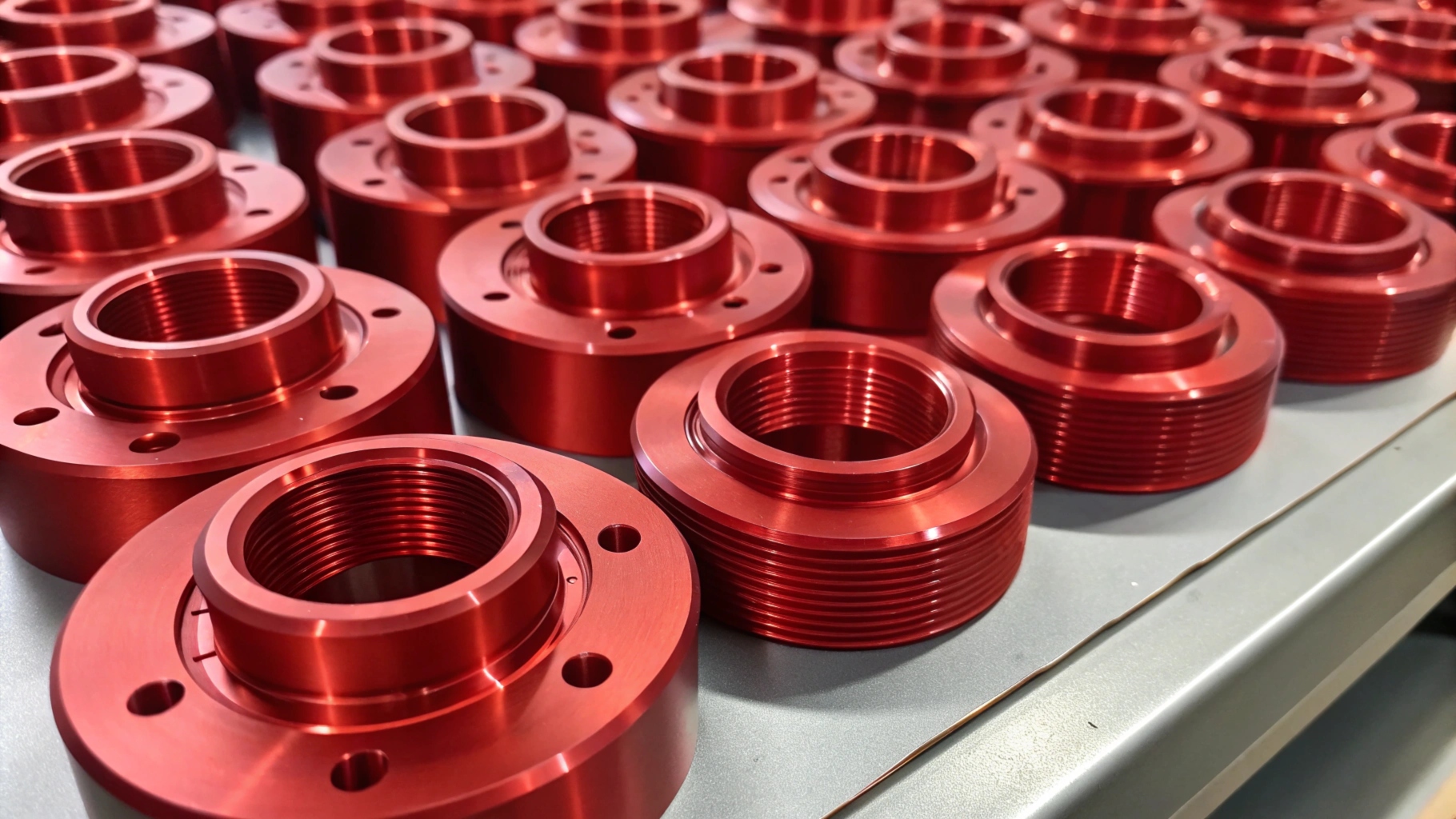
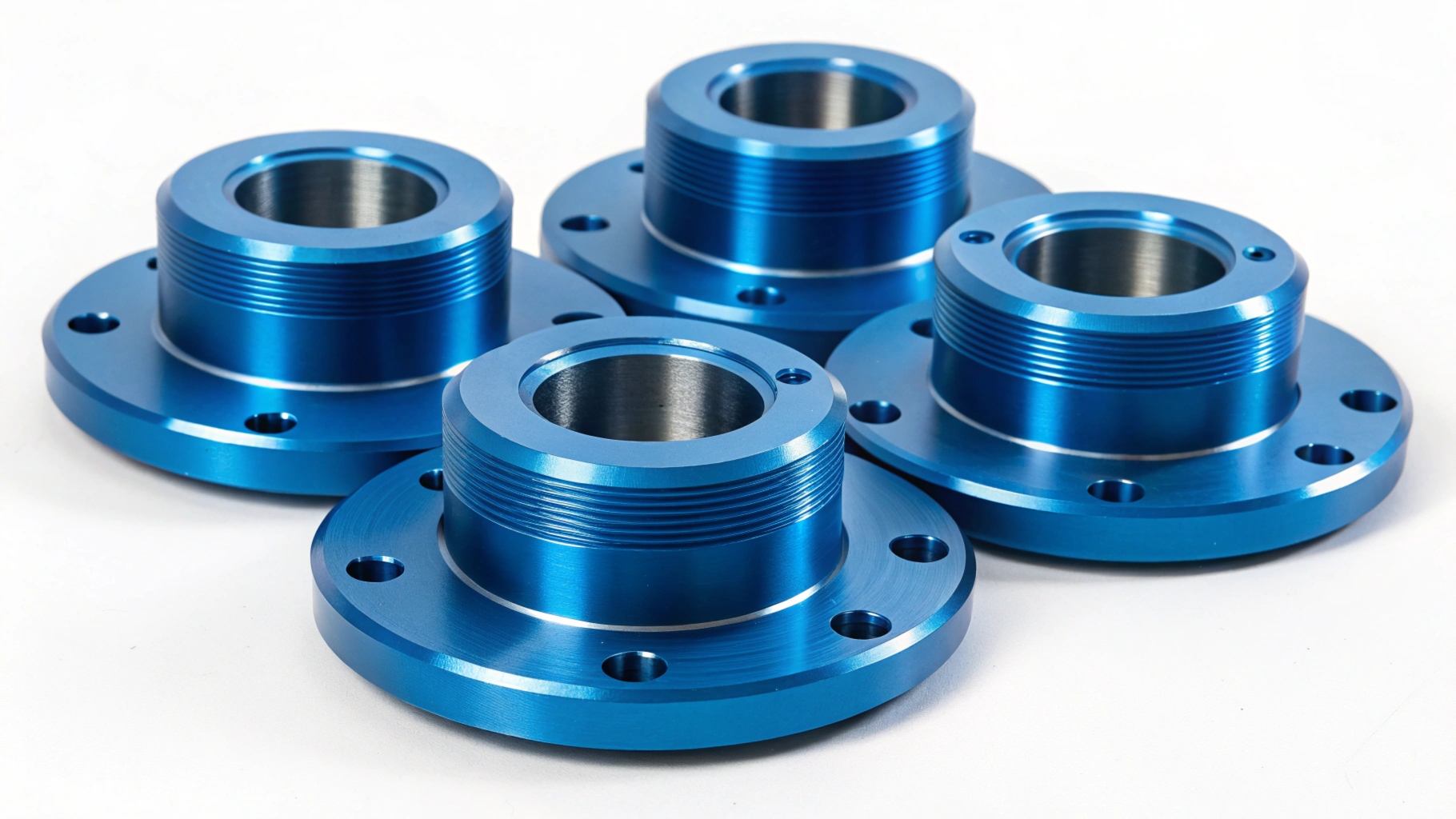
Type II anodizing is the standard sulfuric acid anodizing process1. It's commonly used for decorative and protective applications. The oxide layer is thinner (typically 0.0002”–0.0009”) and can be dyed in various colors.
Key characteristics:
- Thickness: ~5–25 µm
- Colorable: Yes (wide range of dyes)
- Primary use: Appearance, moderate corrosion resistance
Type III Anodizing: Hardcoat Anodizing
Type III anodizing, also known as hard anodizing or hardcoat anodizing2, uses the same sulfuric acid bath but with lower temperatures and higher voltages, forming a much thicker, denser oxide layer. This layer is harder and more wear-resistant than Type II.
Key characteristics:
- Thickness: ~25–150 µm
- Colorable: Limited (usually dark grey or black)
- Primary use: Industrial durability, wear & corrosion resistance
Key Differences Between Type II and Type III Anodizing
Dive Deeper: A Side-by-Side Technical Comparison
| Feature | Type II Anodizing | Type III Anodizing |
|---|---|---|
| Oxide Thickness | 5–25 µm | 25–150 µm |
| Hardness | 200–300 HV | 400–600 HV |
| Temperature | Room temperature (~20°C) | Near freezing (~0–5°C) |
| Voltage Used | 12–18 V | 60–100 V |
| Dye Absorption | High | Low |
| Color Options | Many | Few (typically grey, black) |
| Corrosion Resistance3 | Moderate | Excellent |
| Wear Resistance | Moderate | High |
| Common Applications | Consumer goods, enclosures | Aerospace, military, tools |
The primary difference lies in the functionality: Type III creates a thicker, harder oxide layer, making it suitable for harsh environments and demanding use.
How to Choose the Right Anodizing Type for Your Application
When selecting between Type II and Type III anodizing, you must align the coating’s properties with the application’s requirements.

Considerations:
-
- Type III is best for moving parts or parts subject to mechanical stress, like pistons, gears, or hydraulic components.
-
Corrosion Resistance
- Both types improve corrosion resistance, but Type III is superior in marine or high-humidity environments.
-
- Type II is ideal for parts requiring vibrant or consistent colors, such as electronics casings or consumer products.
-
Tight Tolerances
- Type II’s thinner layer is less likely to affect dimensional tolerances. Type III’s buildup must be factored into part design.
-
Budget and Volume
- Type II is more cost-effective for high-volume, low-wear applications. Type III costs more due to stricter controls and longer cycle times.
Performance Comparison: Corrosion, Wear, and Appearance

Corrosion Resistance
Both processes significantly improve resistance to corrosion by sealing the aluminum’s surface. However, Type III’s thicker layer provides longer-lasting protection, especially in salt spray or marine environments.
- Type II withstands ~336 hours of salt spray (ASTM B117).
- Type III often exceeds 1,000+ hours in salt spray tests.
Wear Resistance
Type III anodizing6 is commonly used where extreme wear is a concern. It’s especially popular in:
- Firearm components
- Aircraft landing gear
- Valve bodies
Its high hardness (approaching 60+ Rockwell C) gives it wear resistance comparable to case-hardened steel.
Appearance and Color Options
- Type II: Clear, gold, red, blue, green, black, and more. The oxide is porous and ideal for dye absorption.
- Type III: Dense oxide makes it hard to dye evenly. Most Type III parts are black or dark grey.
For decorative applications, Type II is far more versatile.
Surface Finish
- Type II: Smoother surface finish
- Type III: May result in a slightly rougher finish due to thicker oxide
Cost and Processing Considerations for Each Type

Type II Anodizing
- Setup: Simpler and faster setup
- Processing time: Shorter (5–30 minutes)
- Power requirements: Low
- Cost per part: Lower
- Environmental impact: Easier wastewater treatment
Type III Anodizing
- Setup: Requires special chilling systems, high-voltage power supplies
- Processing time: Longer (up to 2 hours)
- Power requirements: High
- Cost per part: Higher
- Post-processing: Often requires tight quality control and sealing
Note: Sealing is common in Type II anodizing to improve corrosion resistance7 and lock in dye. Type III parts may or may not be sealed depending on whether maximum wear resistance is needed (unsealed) or corrosion resistance is preferred (sealed).
Conclusion
Choosing between Type II and Type III anodizing depends on a balance of appearance, durability, cost, and application requirements.
-
Explore this link to understand the sulfuric acid anodizing process in detail, including its applications and benefits. ↩
-
Learn more about hard anodizing and its advantages for industrial applications, ensuring durability and wear resistance. ↩
-
Understanding corrosion resistance in anodizing can help you choose the right type for your needs, especially in harsh environments. ↩
-
Exploring this topic will provide insights into selecting anodizing types based on wear resistance for critical applications. ↩
-
This resource will help you understand how anodizing affects the appearance of products, crucial for consumer goods. ↩
-
Explore the advantages of Type III anodizing, especially its superior wear resistance and durability in harsh environments. ↩
-
Discover how anodizing enhances corrosion resistance, making it essential for aluminum parts in challenging environments. ↩